КЕНГУРУ Казахстан
Компания КЕНГУРУ КАЗАХСТАН занимается производством и установкой современных спортивных комплексов для Воркаут. Спортивные площадки для Воркаут KENGURUPRO.KZ спроектированы с учетом мирового опыта и рекомендаций профессиональных спортсменов. По качеству, практичности и дизайну конкурируют с мировыми производителями уличного спортивного оборудования. Так же компания KENGURUPRO.KZ занимается популяризацией уличного спорта и пропагандой здорового образа жизни, формирует моду у молодежи к уличному спорту.
Технология покраски
KPRO-7 ( КПРО-7 ) – это технология подготовки и дальнейшей порошковой окраски металлических деталей спортивного оборудования. Технологический процесс KPRO-7 разработан и испытан специалистами компании KENGURUPRO.KZ. Технология KPRO-7 защиты металла от коррозии и улучшения визуальных качеств состоит из нескольких этапов:
- Дробеструйная обработка;
- Нанесение цинкосодержащего грунта;
- Процесс высыхания;
ШАГ 1
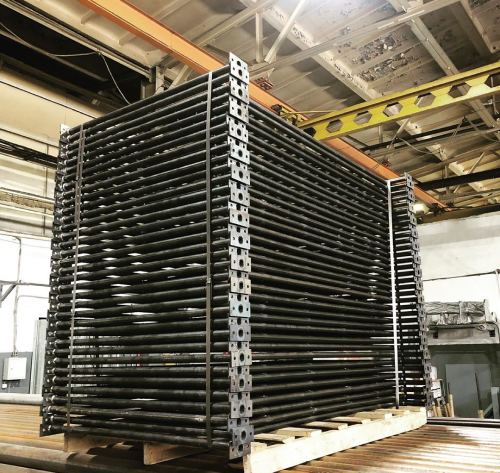
Дробеструйная обработка
Дробеструйная обработка заключается в воздействии на поверхность детали абразивным материалом, подаваемым на высокой скорости воздушным потоком. Для проведения таких работ используют специальное оборудование – дробеструйные машины. Мощность подаваемой воздушно-абразивной струи позволяет удалять различные загрязнения и покрытия, ржавчину, окалину, неровности, и многое другое.
Обработка дробью дает шероховатую, чистую поверхность, обеспечивающую хорошее сцепление с наносимыми поверх материалами.
Подготовка металла представляет собой механическое снятие верхнего слоя с приданием шероховатости металлической дробью из отбеленного чугуна или стали, под давлением 0,5—0,6 МПа., в течение 3—5 мин. Рекомендуемый профиль поверхности Rz от 30 до 50 мкм. На поверхности изделий образуется неровность в виде кратеров, которая обеспечивает максимальное сцепление с последующими слоями покрытия. Выполнять Абразивоструйную очистку металлической поверхности до степени 2 по ГОСТ 9.402 (Sa 21/2 или Sa 2 по ISО 8501-1.
ШАГ 2
Нанесение цинкосодержащего грунта
В период времени не позже 40 минут после дробеструйной обработки , изделия помещаются в камеру, где наносится антикоррозионная цинконаполненная грунтовка (ТУ 2312-022-12288779-2000) методом пневматического (воздушного) распыления, при температуре от плюс 10 до плюс 40 °С и относительной влажности воздуха не более 85 %.
ШАГ 3
Порошковая окраска KPRO-7
Порошковое покрытие наносится способом электростатического напыления. Оно представляет собой нанесение на заземленное изделие электростатически заряженного порошка при помощи пневматического распылителя.
Сначала порошковая краска засыпается в питатель. Через пористую перегородку питателя подается воздух под давлением, который переводит порошок во взвешенное состояние, образовывая так называемый «кипящий слой» краски. Далее аэровзвесь забирается из контейнера при помощи воздушного насоса (эжектора), разбавляется воздухом до более низкой концентрации и подается в напылитель, где порошковая краска за счет фрикции (трения) приобретает электростатический заряд. При помощи сжатого воздуха заряженная порошковая краска попадает на нейтрально заряженную поверхность, оседает и удерживается на ней за счет электростатического притяжения. На заключительной стадии окрашивания происходит плавление и полимеризация нанесенной на изделие порошковой краски в камере полимеризации. Оплавление и полимеризация происходит при температуре 150-220 °С в течение 15-30 минут, после чего порошковая краска образует пленку (полимеризуется). По окончании полимеризации изделие охлаждается на воздухе.